 By Chris Follin
By Chris FollinSHOP SKILLS
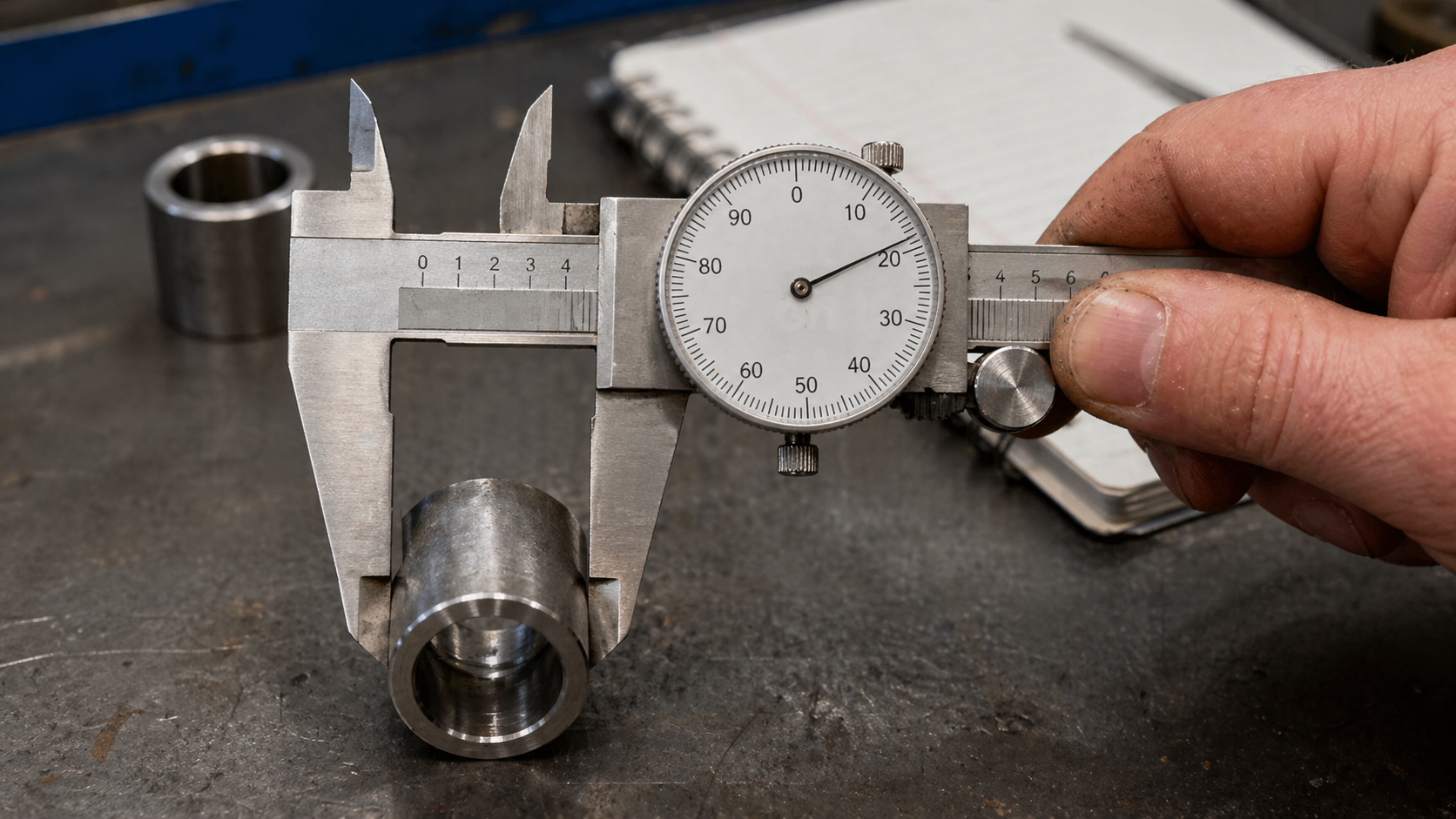
How to use a dial caliper
A dial caliper is for the measurements where a tape measure is too blunt. It can measure outside, inside, depth, and step dimensions, but only if it is clean, zeroed, square to the part, and read correctly.
Zero first, then measure
Close the outside jaws gently and check whether the dial returns to zero. If it does not, clean the jaws and rack, close again, and rotate the bezel to zero if the caliper is otherwise behaving. If it still will not repeat, do not pretend it is a precision tool.
A dial caliper reading is two parts: the main beam scale plus the dial. On common inch calipers, the beam gives inches and tenths, while the dial gives thousandths within that tenth. Different calipers vary, so read the markings on your tool.

| Measurement | Use this part | Easy way to lie to yourself |
|---|---|---|
| Outside | Large outside jaws on thickness, diameter, or width. | Squeezing too hard or measuring across a burr instead of the real surface. |
| Inside | Small inside jaws opened gently inside a hole or slot. | Tilting the jaws and reading a diagonal instead of the true opening. |
| Depth | Depth rod from the end of the caliper. | Not seating the caliper body flat before extending the rod. |
| Step | Step faces on the back of the jaws, if your caliper has them. | Letting one face ride on a radius, weld bead, paint, or debris. |
- Clean and zeroWipe jaws and part, close gently, and confirm the dial repeats zero.
- Seat the caliperGet the right contact faces square to the feature before caring about the number.
- Read beam plus dialThe dial is only the remainder. Add it to the beam scale.
- Repeat onceOpen, re-seat, and measure again. If it does not repeat, fix technique before trusting the result.
The four basic measurements
Outside jaws measure thickness, diameter, width, and outside dimensions. Inside jaws measure holes and slots. The depth rod measures hole or recess depth. The step faces measure ledges and offsets when the caliper design supports it.
Each mode has a correct contact surface. If the caliper is cocked at an angle, you are measuring a diagonal or a corner, not the feature you think you are measuring.
Reading an inch dial caliper
On a common 0.001 inch dial caliper, each full revolution of the dial equals 0.100 inch. The beam shows inches and tenths. If the beam is past 1.200 and the dial reads 0.037, the measurement is 1.237 inches.
Some dials are metric or have different graduations. Do not assume. Look at the dial face and beam labels before reading. If the dial reads in thousandths, each numbered tenth on the dial is usually ten thousandths.
Technique that changes the number
Wipe the part and jaws. Close with the thumb wheel or gentle pressure. Rock slightly to find the true maximum outside diameter or true minimum inside diameter. Lock only after the caliper is seated and do not squeeze harder to make the number smaller.
Calipers are not micrometers. They are very useful, but they are not the final word for every precision fit. For tight machining tolerances, use the right measuring tool and calibration standard.
The number is repeatable
- The caliper repeats zero several times.
- The jaws sit square and flat on the part.
- You read beam and dial together.
The tool is fooling you
- You clamp hard enough to flex the part or jaws.
- Chips, burrs, or dirt sit between the faces.
- You use inside jaws at an angle and trust the number.
Field note
A caliper is only as honest as its zero, its cleanliness, and your touch.